球阀阀体各主要表面或部位的加工方法
球阀阀体小端部位的加工
小端部位的球阀阀体加工表面主要为:内孔、螺纹或法兰。
加工Dn25以下的锻钢阀体时,工件以其外四方的一侧面和背面为定位基准,采用如下图所示的夹具。
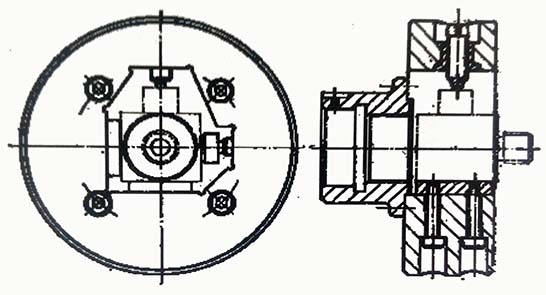
车削18-8型不锈钢阀体时,需使用大量的冷却液,并分成粗、精两道工序加工。
铸铁和铸钢的右阀体,通常用三爪或四爪卡盘安装。铸铁阀体小端的内螺纹一般以丝锥攻制。
球阀阀体内腔部位的加工
小端带螺纹的右阀体,车削内腔时常以螺纹为定位基准,安装在螺纹套或螺纹心轴上。
铸铁和碳素钢阀体可在一次安装中将端面、止口、阀座孔全部车出。不锈钢右阀体的加工可分粗、精两道工序。精车余量不宜过大,一般为1.5毫米~2毫米。
球阀阀体填料孔的加工
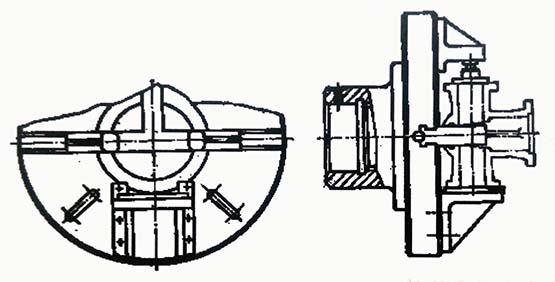
车削填料孔时,以与左阀体连接的端面和止口为定位基准,安装在带弯板的夹具上。夹具的结构图下图所示。该夹具通用性好,只要更换定位盘并调整弯板至机床中心的距离,便可用来加工不同尺寸的阀体。
友情提示:雷力阀门-只为优质工程!我们雷力阀门严格按照国家GB/T标准生产,我们的煤气快切阀质量好。
推荐阅读:概述不锈钢球阀的七大优点
此文关键字:球阀阀体各主要表面或部位的加工方法




同类文章排行
- 什么是电动通风蝶阀?
- 煤气蝶阀与闸阀、球阀有什么区别? 百科
- 【雷力百科】对比多款RTO旁通阀,雷力阀门的性能优势在哪里?
- 废气阀门选型难?别苦恼,来雷力免费定制您的专属选型方案!
- 高温阀门厂家雷力揭秘高温V型球阀是什么?用在哪里?有什么优势?
- 【干货指南】高温蝶阀厂家雷力阀门整理高温蝶阀优缺点!
- 什么是高温调节蝶阀,适用于什么工况?
- 星型卸料阀如何安装与维护?看阀门厂家雷力阀门怎么说!
- 高温阀门厂家揭秘球阀究竟能否耐高温!
- 气动高温调节阀如何选择?别怕,高温阀门厂家雷力为您解答!

